

2013年07月29日
~握りやすいでしょう!の巻き~
通常は土曜日の更新ですが、辛抱たまらんので、早速、作っていきましょう。
グリップ製作にあたって考えたのは、量産しやすいようにする事です。
E-M5のグリップは形状&ネジ止め位置が独特なので、我が社の機械では無理なので、手加工による削り出しでした。
E-M5のグリップはオークション終了後にも問い合わせが多数ありましたが無理でした。
そらぁ~、時間も根気も大変です。試作品も含めて4個も作ったら、もう、作りたくないですもん…
XZ-2用グリップは板材+角材で作ります。
板材は2mmのアルミをタレパンで抜きます。
その後ブレーキにてR曲げします。

ここで、ピッタリ合うようにします。
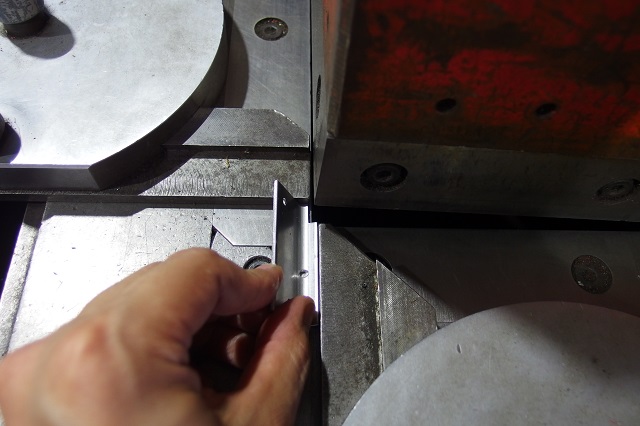
吊り輪部分の切りかぎをコーナーシャーにて加工します。
本体との取り付け穴はタレパンで穴開けすると、曲げる際に伸びちゃいますので後でボール盤にて開けます。
本体側のネジ部が凸ってるので、板側を皿取します。

この本体との接面加工が手加工だと大変だし、量産するにはピッタリ合わせる事が難しくなります。
ですが、機械での曲げですので、量産が可能になります。
2mmの板にタレパンで開けてる穴(角材のネジ止め部)も皿取りし、角材も現物合わせでM3タップをします。
ココは手加工ですが、本職なので簡単です。



コレを取り付けたらこんな感じ


ココまでが量産品です。
工業的仕上げ状態ですので、切断面や表面は当然傷があります。
角材はエッジも立ってます。
最低でも紙やすりはかけないとダメかと思います。
後は各自でフィンガーチャンネルや、大きさ等を加工してください。
材質はアルミ(普通材)ですので、時間はかかりますが、100均等の鉄ヤスリで削れると思います。
気になる金額は、3000円です(送料込み)
欲しい方はメッセージください。
オークションにも出品してます。
http://page2.auctions.yahoo.co.jp/jp/auction/b147772832
では、続きましてグリップの加工をしていきます。
E-M5のグリップ製作での経験を活かしました。
まずは荒仕上げ

取り付けて握りを確認、外して削るの繰り返しでシックリくる様にします。

缶スプレー(つや消し)で、あえての砂吹き塗装です。
あの粒粒ザラザラが良いんです。

出来上がりです。


本体に取り付けました。






当然、キャップよりは低いです。

やっぱり、自作グリップはシックリきます。
一応、完成品の依頼も承りますが、手加工ですので時間もお金もかかります。
気になる方はメッセージください。
グリップ製作にあたって考えたのは、量産しやすいようにする事です。
E-M5のグリップは形状&ネジ止め位置が独特なので、我が社の機械では無理なので、手加工による削り出しでした。
E-M5のグリップはオークション終了後にも問い合わせが多数ありましたが無理でした。
そらぁ~、時間も根気も大変です。試作品も含めて4個も作ったら、もう、作りたくないですもん…
XZ-2用グリップは板材+角材で作ります。
板材は2mmのアルミをタレパンで抜きます。
その後ブレーキにてR曲げします。

ここで、ピッタリ合うようにします。
吊り輪部分の切りかぎをコーナーシャーにて加工します。

本体との取り付け穴はタレパンで穴開けすると、曲げる際に伸びちゃいますので後でボール盤にて開けます。
本体側のネジ部が凸ってるので、板側を皿取します。

この本体との接面加工が手加工だと大変だし、量産するにはピッタリ合わせる事が難しくなります。
ですが、機械での曲げですので、量産が可能になります。
2mmの板にタレパンで開けてる穴(角材のネジ止め部)も皿取りし、角材も現物合わせでM3タップをします。
ココは手加工ですが、本職なので簡単です。



コレを取り付けたらこんな感じ


ココまでが量産品です。
工業的仕上げ状態ですので、切断面や表面は当然傷があります。
角材はエッジも立ってます。
最低でも紙やすりはかけないとダメかと思います。
後は各自でフィンガーチャンネルや、大きさ等を加工してください。
材質はアルミ(普通材)ですので、時間はかかりますが、100均等の鉄ヤスリで削れると思います。
気になる金額は、3000円です(送料込み)
欲しい方はメッセージください。
オークションにも出品してます。
http://page2.auctions.yahoo.co.jp/jp/auction/b147772832
では、続きましてグリップの加工をしていきます。
E-M5のグリップ製作での経験を活かしました。
まずは荒仕上げ

取り付けて握りを確認、外して削るの繰り返しでシックリくる様にします。

缶スプレー(つや消し)で、あえての砂吹き塗装です。
あの粒粒ザラザラが良いんです。

出来上がりです。


本体に取り付けました。






当然、キャップよりは低いです。

やっぱり、自作グリップはシックリきます。
一応、完成品の依頼も承りますが、手加工ですので時間もお金もかかります。
気になる方はメッセージください。